
發布日期:2013-10-15
MIG電弧釬焊工藝
MIG電弧釬焊,既熔化極惰性氣體保護焊,采用硅青銅、鋁青銅等低熔點銅基焊絲做釬料焊接車身結構,具有焊接熱輔入量低、焊接變形小、焊縫強度與焊材的機械強度比較接近,熔敷金屬硬度低,所以焊縫金屬也容易打磨拋光,因為這些特點,所以它被廣泛適用于汽車車身表面焊縫的焊接。但是,用釬焊絲 ( 如 CuSi3 )作為焊接鍍鋅薄板的填充材料雖然有利于防腐和提高機械性能,然而要用好這些材料,對焊接電源、送絲系統和焊槍有非常嚴格的要求。 時代公司焊接工藝試驗室針對硅青銅的焊接,在市場上做了大量的調研工作,一汽大眾、鄭州日產、比亞迪汽車、江陵汽車等。針對所調研的結果,反饋給公司開發部,由開發部和工藝實驗室一起設立課題組進行公關,通過多天的努力和試焊,最終使焊接效果達到了所要求的結果(和同類產品相比)。

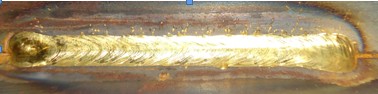
MIG釬焊焊縫美觀
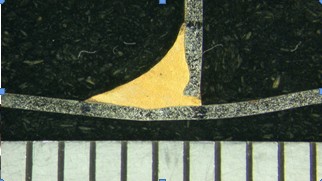
MIG釬焊焊縫斷面